Métiers d'autrefois
[source wikisource - Diderot Encylopédie 1ère Ed]
Le Bonnetier
Les Bonnetiers achètent la laine, et la donnent à des ouvriers qui la font passer par toutes les opérations et la mettent en état d'être employée à leurs marchandises. Ces préparations sont à peu près les mêmes que pour la draperie.
Le dégrais, le battage et l'engrais, trois de ces préparations se font chez le bonnetier même. Il n'y a que la carde et le filage qui se fassent dehors.
La première attention du bonnetier doit être de se mettre à couvert de la friponnerie du cardeur et du fileur ; il peut être trompé sur le filage, en ce qu'il peut être plus ou moins fin ; il peut être trompé sur la quantité de la laine qu'on lui rend filée, en ce qu'on en peut diminuer la quantité, en augmentant le poids par une addition d'huile. Exemple : dans l'engrais de douze livres de laine qui se fait chez le bonnetier, il entre trois livres d'huile, ce qui fait quinze livres de poids : mais la livre de laine peut aller jusqu'à quatre francs, et la livre d'huile ne va qu'à douze sols ; le cardeur et le fileur peuvent donc être tentés de substituer de l'huile à de la laine.
Le bonnetier estimera la finesse du filage par une machine semblable à celle du drapier. C'est une espèce de dévidoir qui indique le nombre de tours, et par conséquent la longueur du fil, qu'on peut toujours comparer avec le poids. Il est évident que la finesse du filage est en raison composée de la directe du nombre des tours, et de l'inverse du poids, ou que le filage est d'autant plus fin, que le nombre des tours est grand, et le poids de l'écheveau petit.
Quant à la quantité de la laine, s'il veut s'assurer de la fidélité de l'ouvrier, il n'a qu'à la peser en la recevant ; et après l'avoir parfaitement dégraissée, le dégrais de quinze livres de laine aura d'abord emporté les trois livres d'huile qu'elles avoient reçues dans l'engrais, et le poids de laine restant devrait être de douze livres ; s'il n'y avoit point eu de déchet dans la carde et le filage : mais il y a eu du déchet ; et ce déchet est estimé à deux onces par livre de seize onces. Le bonnetier reçoit la laine filée, et la distribue à des faiseurs de bas au métier et à des tricoteuses, pour être employée : ces gens lui rendent la laine employée aux ouvrages dont nous avons parlé ci-dessus. Mais il ne faut pas croire qu'alors ces ouvrages puissent se vendre ; ils ont à passer un grand nombre d'opérations dont nous allons rendre compte, et qui sont proprement du ressort du manufacturier bonnetier : aussi se font-elles ordinairement chez lui.
La première de ces opérations est la foule. La foule demande la construction d'une machine telle qu'on la voit Plan. du Bonnetier en face fig. 1. de côté fig. 3. Cette machine s'appelle une fouloire. La fouloire a été construite jusqu'à présent en bois de chêne : mais son peu de durée et de solidité a déterminé le sieur Pichard, marchand bonnetier fabriquant rue Mouffetard, à la faire construire de pierre.
Au reste la forme de la fouloire en pierre est la même que de la fouloire en bois que nous allons décrire, parce qu'elle est beaucoup plus ordinaire. abcd, fig. 1. est une planche de chêne échancrée. Les échancrures ae, ed, ont été pratiquées pour faciliter l'action des bras de l'ouvrier. La partie élevée e correspond au ventre de l'ouvrier. Le fond de la fouloire F, fig. 3. est fait d'une forte planche de chêne appuyée sur le bâtis de bois incliné h i k l. Entre les piés m n o p et sous ce bâtis, est placé un grand panier d'osier. Sur le fond F de la fouloire est fixée à clous une planche oblongue, sur un pié de hauteur et sur un peu plus de longueur ; cette planche est percée de rangées de trous, au nombre environ de cent vingt. On prend des dents de boeuf qu'on entortille de filasse, et qu'on fait entrer dans ces trous. Cette planche F garnie de dents de boeuf, s'appelle le râtelier. On voit même planche du Bonnetier, fig. 7. le râtelier séparé : il seroit mieux que le râtelier, au lieu d'être fixé à clous sur le fond de la fouloire, y fût enchâssé, de manière qu'il n'y eût que les dents qui desafleurassent ; et c'est ce que le sieur Pichard a fait observer dans les siennes. Des robinets g g, donnent à discrétion dans la fouloire, de l'eau chaude qui vient d'une chaudiere B, fig. 2. assise sur un fourneau C, au-dessous duquel on remarque un petit bûcher D, et au dessus un réservoir A d'eau froide, qui fournit à la chaudière B.
Pour fouler, on ouvre les robinets g, g, fig. 3. l'eau chaude tombe dans la fouloire ; l'ouvrier a du savon dans un sac de toile ; il prend ce sac, et le promène dans l'eau chaude. La précaution du sac est bonne ; par ce moyen il ne passe dans l'eau que les particules les plus fines du savon, le gros tacherait l'ouvrage. Cette eau imprégnée de savon, s'appelle eau neuve. Quand l'eau neuve est prête, l'ouvrier prend sur la planche 1, 2, 3, 4, au lieu 1, une certaine quantité d'ouvrage qu'on appelle une poignée. Si ce sont des bas d'homme, il n'en faut qu'une paire pour faire une poignée. Cette poignée a déjà souffert plusieurs préparations dans la fouloire, avant que de passer dans l'eau neuve, ainsi qu'on le verra par la suite de l'opération que nous décrivons. L'ouvrier foule cette poignée : son travail consiste alors à tourner, retourner, et presser à plusieurs reprises sa poignée sur les dents du râtelier ; observant de la faire toucher à chaque mouvement à l'eau qui s'élève dans la fouloire jusqu'à la hauteur de deux rangées de dents les plus voisines du fond. Il continue son opération pendant une bonne heure au moins, ayant soin de ne pas fouler à sec ; car sa marchandise en deviendrait cassante. Cela fait, il tord bien son ouvrage pour en faire sortir l'eau, le plie et le met dans le panier qui est sous la fouloire.
Son ouvrage serré dans le panier, il ouvre les robinets g, g ; il tombe de l'eau chaude dans la fouloire ; cela s'appelle réchauffer. Cette eau réchauffée une première fois s'appelle eau d'imprime. L'eau d'imprime étant préparée, l'ouvrier prend une poignée d'ouvrage au lieu 2 ; il met cette poignée dans l'eau d'imprime, l'y agite, et commence à la fouler un peu. Cette manœuvre dure un quart-d'heure ; au bout de ce tems, au lieu de jeter cette poignée dans le panier, comme la première, il la met sur la planche au lieu 1, après l'avoir tordue.
Cela fait, il réchauffe l'eau : cette eau réchauffée s'appelle eau de dégrais à fait : il prend une autre poignée au lieu 3 ; il a du savon noir dans un baril ; il en frotte sa poignée à la quantité d'une demi-livre, ensuite il l'agite dans l'eau, et la presse fortement sur le ratelier pour en faire sortir la graisse. Cette manœuvre dure un quart-d'heure : au bout de ce tems, il tord sa poignée et la met sur la planche au lieu 2.
Il réchauffe l'eau ; cette eau réchauffée s'appelle eau grasse. Il prend une autre poignée au lieu 4 ; il la met dans l'eau grasse sans la frotter de savon, il se contente de l'agiter et de la presser fortement contre le ratelier. Cette manoeuvre dure encore un quart-d'heure ; au bout de ce tems il tord sa poignée et la met sur la planche au lieu 3.
Pour cette fois il ne réchauffe point, il prend seulement une nouvelle poignée au lieu 5 ; cette poignée est d'ouvrage tel qu'il sort des mains du fabriquant, et sans aucune préparation. Il jette sa poignée dans l'eau, l'y agite, et presse contre les dents. Cette manœuvre dure un quart-d'heure ; au bout de ce tems il la tord et la met sur la planche au lieu 4.
Cela fait, il vide toute la fouloire par un bouchon qui est au fond, et la nettoie exactement. Quand la fouloire est bien nettoyée, il refait de l'eau neuve pour recommencer la suite d'opérations que nous venons de décrire, et dans lesquelles consiste la foule.
D'où l'on voit que nous avons supposé la fouloire en train : mais si elle n'y eût point été, on eût fait une eau neuve avec du savon noir, et on eût continué le travail dans l'ordre que nous avons prescrit : mais le commencement eût été coûteux et n'eût pas donné un ouvrage si parfait. Le but de la foule est de dégraisser, et de rendre l'ouvrage plus fort et plus serré.
L'ouvrier est payé trois sous la poignée : mais tous les ouvrages ne sont pas également durs. Les bas d'homme, de Ségovie, sont les plus durs ; les bas de femme sont de deux paires à la poignée. L'ouvrage de foule le moins pénible, ce sont les calottes de castor, quoiqu'il y en ait huit à la poignée.
Si l'on veut avoir de bel et bon ouvrage, il ne faut le fouler ni aux piés ni au moulin ; ces deux manières rendent les bas durs et inégalement foulés.
La seconde opération est celle de la forme. Au sortir des mains du foulon, dans le même jour, il faut enformer les marchandises : si on les laissait sécher, on ne pourrait plus les enformer sans les mouiller, ce qui les gâterait. La forme n'est autre chose qu'un morceau plat de bois de hêtre, dont le contour est, à proprement parler, la ligne de profil de la pièce à enformer. On la fait entrer dans les ouvrages foulés, qu'on tend fortement sur elle, avec des petits clous qu'on plante, soit dans l'ouvrage, soit dans une lisière ou allonge qu'on y attache : ordinairement on met des lisières aux jupons. On laisse les marchandises en forme jusqu'à ce qu'elles soient sèches, ce qui demande au moins douze heures, sans feu ni soleil.
Quand on est pressé, on porte les marchandises enformées dans une étuve ou cabinet échauffé par une poesle de feu : il ne faut aux marchandises qu'une heure d'étuve pour les sécher : mais il vaut mieux les laisser sécher à l'air.
La troisième opération consiste à les racoutrer. Racoutrer, n'est autre chose que réparer les défauts que les marchandises rapportent, soit du métier à bas, soit de la foule. Cette réparation se fait à l'aiguille et avec la même matière : il faut qu'elle soit la plus solide et la plus propre qu'il est possible.
La quatrième opération est le draper. Pour draper, on a une broche double : cette broche double est une espèce de fourche de fer, telle qu'on la voit fig. 5. On a monté sur chaque fourchon, un chardon de ceux qu'on appelle chardon à bonnetier, drapier ou foulon ; ces chardons peuvent se mouvoir ou tourner sur les deux fourchons ; et y sont arrêtés par une planchette qui en est traversée, et une clavette qui les traverse. L'ouvrier prend la queue de cette broche ou fourche entre l'index et le doigt du milieu de sa droite ; place son ouvrage sur son genou gauche, qu'un petit marchepied tient élevé, et passe dessus les deux chardons, jusqu'à ce qu'il s'aperçoive qu'il s'est formé assez de duvet. Les chardons en roulant sur la marchandise, se chargent de bourre. Quand ils en ont trop, on a une carde telle qu'on la voit fig. 6. sur laquelle on les roule, ce qui s'appelle débourrer.
La cinquième opération est la tonte. Cette opération est très-délicate, et il faut une certaine habitude pour aller vite et ne pas tondre en échelle ou inégalement : pour cet effet le tondeur se ceint d'une ceinture telle qu'on la voit fig. 8 ; elle a une boucle ordinaire à son extrémité, et elle traverse un morceau de bois fait en cœur, dont on aurait coupé la pointe, et au milieu duquel on aurait pratiqué une ouverture quarrée. Il arrête ce morceau de bois, qu'on appelle coussinet, sur son flanc droit. Il prend dans sa main gauche un rouleau ou morceau de bois rond, couvert de serge, qu'on voit fig. 10. Ce rouleau ou morceau de bois a un pié de long sur quatre pouces de diamètre. Il place son ouvrage sur ce rouleau, en-travers, si c'est un bas ; il appuie la longue branche de ses ciseaux dans l'ouverture du coussinet ; il les saisit toutes deux, et faisant ouvrir et fermer rapidement son ciseau, il enlève de dessus l'ouvrage les gros poils, observant de tourner peu à peu le rouleau, afin que la surface de l'ouvrage à tondre succède à la surface tondue, et se présente continument au ciseau.
On appelle bourre, tant la laine enlevée au chardon, que celle qui vient du ciseau ; ce produit du draper et de la tonte sert à remplir les dents des cardes neuves, quand on craint qu'étant trop longues elles ne déchirent la laine. On la vend aussi à des ouvriers qui ont trouvé le secret d'en faire une sorte de tapisserie qu'on appelle tontisse. La bourre vaut quatre sous la livre.
Il est étonnant qu'on ait trouvé un emploi à la bourre de la laine, et qu'on n'en ait pas encore trouvé à la recoupe de la gase ; l'un pourtant me semble bien plus facile que l'autre. On entend par la recoupe de la gase, cette portion de fil et de soie blanche qui s'enlève au ciseau de dessus les pièces, quand elles sont fabriquées, pour en faire paraître les fleurs, : on brûle cette matière ou cet amas de petits fils plus blancs que la neige. Cependant il n'est personne à qui il ne vienne en pensée qu'on en pourrait très-bien faire usage dans les papeteries : peut-être que du papier fabriqué en entier de cette matière serait cassant ; mais si on la mélangeait avec le chiffon, je ne doute point qu'elle ne contribuât à la blancheur et à la finesse : j'invite les fabriquant de papier à en faire l'essai. Si cet essai réussissait, il y aurait un gain considérable à faire pour les premiers entrepreneurs ; car ces bouts de fil et de soie forment au bout de l'an, dans l'atelier d'un gasier un peu occupé, une masse très-considérable, et ils se donnent pour rien ou pour très-peu de chose.
La sixième opération est la teinture. Après la tonte on teint ou l'on envoie à la teinture les ouvrages faits de laine blanche ; car pour ceux qui sont fabriqués de laines déjà teintes, ils restent de la couleur qu'on a cardé la laine. Voyez sur le mélange des laines teintes propres à produire la couleur qu'on désire.
Septième opération. Il faut rapprêter les marchandises passées à la teinture. On entend par rapprêter, repasser au chardon légèrement, ce qu'on appelle éclaircir, et tondre ensuite.
Huitième opération. Quand les marchandises ont passé par toutes les opérations précédentes, on les presse ou on les catit. La presse des Bonnetiers n'a rien de particulier ; elle ressemble à celle des relieurs et de quelques autres ouvriers. L'action de la presse est de rendre les marchandises moins épaisses et de leur donner un œil plus fin. Catir, c'est chauffer modérément sur une poêle pleine de feu, qu'on appelle catissoire. La catissoire renfle la laine, et donne à la marchandise un air plus moelleux et plus chaud, mais plus épais, ce qui ne plaît pas à tout le monde.
Il ne reste plus au Bonnetier après cela, qu'à renfermer sa marchandise dans des armoires, et à veiller à ce que les vers ne s'y mettent point.
La Bonneterie de Paris est sans contredit une des meilleures de l'Europe, et la meilleure du royaume. La crainte qu'elle ne perdît de son crédit par de mauvais ouvrages distribués sur son compte, détermina sa Majesté à ordonner à trois reprises différentes, en 1713, 16 et 21, que les marchandises de bonneterie, qui se présenteraient à l'entrée de Paris, seraient visitées à la douane ; et pour cet effet il fut enjoint 1°. au commis des portes et barrières de Paris, sous peine d'interdiction pendant un mois, et de révocation en cas de récidive, d'envoyer au bureau de la douane tous les marchands forains, voituriers, conducteurs de coches, et messagers qu'ils trouveront chargés de bonneterie, tant au métier qu'à l'aiguille, de leur délivrer des envois, d'en prendre des gages proportionnés à la quantité des marchandises, et même de les conduire : 2°. en cas qu'il se trouvât des gens en contravention, de saisir et de dresser procès-verbal et rapport de saisie, dans les vingt-quatre heures : 3°. au lieutenant de police d'ordonner en ces conjonctures ce qu'il appartiendra : 4°. que le tiers des marchandises prises en fraude, soit adjugé aux commis.
La bonneterie forme le cinquième des six corps des marchands de Paris. Il a droit de vendre bonnets de drap, de laine, bas, gants, chaussons, camisoles, caleçons, et autres semblables ouvrages faits au métier, au tricot, à l'aiguille, en laine, fil, lin, poil, castor, coton, et autres matières ourdissables.
Les Bonnetiers entendent par des bas castors, ou autres ouvrages désignés sous ce nom, ceux qui sont faits avec de la laine filée et torse, ensuite avec de la soie. Ces marchandises se traitent au sortir des mains du fabriquant, précisément comme si elles étaient toute laine.
Dans les statuts de la bonneterie, accordés par Henri IV. en 1608, les marchands bonnetiers sont appelés Aulmulciers-mitoniers ; parce qu'anciennement c'étaient eux qui faisaient des aulmulces ou bonnets propres pour la tête quand on allait en voyage, et qu'ils vendaient des mitaines. Suivant ces statuts, on ne peut être reçu dans le corps avant vingt-cinq ans, et sans avoir travaillé cinq ans en qualité d'apprenti, et cinq autres années en qualité de compagnon, et sans avoir fait chef-d'œuvre.
La Bonneterie a ses armoiries ; elles sont d'azur, à la toison d'argent, surmontée de cinq navires, aussi d'argent, trois en chef et deux en pointe ; et une confrérie établie en l'église de S. Jacques de la Boucherie, sous la protection de S. Fiacre.
Il y a à la tête du corps six maîtres ou six gardes. Trois sont appelés anciens. Le plus ancien des trois s'appelle le premier ou le grand garde : les trois autres sont nommés nouveaux gardes. On ne peut être élu premier garde, qu'on n'ait été nouveau garde.
L'élection de deux gardes se fait tous les ans après la S. Michel, au bureau de la Bonneterie ; savoir, d'un ancien pour la seconde fois, et d'un nouveau pour la première fois ; en sorte qu'il en sort deux, le grand garde, et le premier des trois nouveaux. L'élection se fait à la pluralité des voix, en présence du procureur du Roi du Châtelet, et d'un greffier.
Les six gardes portent en cérémonie la robe consulaire, c'est-à-dire, la robe de drap noir, à collet, à manches pendantes, à parements et bord de velours noir.
Dans les comptes que les gardes ont à rendre, ils sont entendus par six anciens hors de charge, nommés à la pluralité des voix.
Quand un ancien garde décède, les quatre derniers gardes en charge sont tenus d'assister en robe à son convoi, et de tenir chacun un des coins du poîle, qui est fourni par le bureau, avec six flambeaux de cire blanche, auxquels sont attachées les armoiries du corps.
Ce cinquième corps s'est accru, en 1716, de la communauté des maîtres bonnetiers et ouvriers au tricot des faubourgs.
Cette réunion occasionna dans la suite des contestations ; ces contestations augmentèrent encore quand la communauté se fut accrue des faiseurs de bas au métier. Ce fut pour terminer tous ces démêlés, occasionnés par les différents règlements qu'avait chacun de ces corps avant la réunion, et qu'il prétendait conserver après, qu'il fut ordonné par un arrêt du conseil de 1716, qui n'eut son effet qu'en 1718.
- Que la communauté des bonnetiers de faubourgs sera éteinte et restera unie au corps des Bonnetiers.
- Que les maîtres des faubourgs reçus avant la réunion, seront réputés maîtres de la ville, et pourront y tenir boutique.
- Qu'ils jouiront eux, leurs veuves et leurs enfants, des droits de Bonnetiers de Paris.
- On peut voir le reste de ces règlements dans le dictionnaire du Commerce, avec les huit articles qu'on fut obligé d'y ajouter lors de la réunion des fabriquant de bas au métier, aux Bonnetiers de la ville et des faubourgs.
Je finirai cet article par un fait qui pourra être de quelque' utilité à d'autres marchands bonnetiers qu'au sieur Pichard. Il est constant qu'il n'y a point de fouloire bien entretenue, qui ne consomme au moins pour dix sous d'eau par jour, et un marchand bonnetier peut avoir chez lui jusqu'à six, huit, dix fouloires, ce qui fait pour l'eau seulement un objet assez considérable. Le Sr Pichard parlait un jour de cette dépense, devant un aveugle de naissance déjà connu , et cet aveugle lui donna un conseil dont on ne s'était pas encore avisé depuis qu'on fait de la bonneterie : ce fut de se servir de l'eau de son puits ; cela n'était pas difficile à trouver, diront ceux qui ignorent que l'eau de puits est très dure et se charge si difficilement de savon, qu'il n'est pas possible d'en faire usage en bonneterie. Mais notre aveugle savait très-bien, par l'usage qu'il avait de la distillation, que cette même eau de puits distillée devenait très pénétrante, se chargeait de savon avec une extrême facilité, et en demandait même beaucoup moins que l'eau de rivière, pour produire le même effet.
Il savait encore que le travail de la bonneterie demandait que l'on tînt perpétuellement du feu sous la chaudière qui fournit de l'eau aux fouloires. Il conseilla donc au sieur Pichard de placer un grand alambic entre les deux chaudières, qui recevraient l'eau qui s'en distillerait, et qui la rendraient dans les fouloires. L'alambic de la fouloire du Sr Pichard est d'une forme singulière ; il est concave en-dessous, et oppose une large surface au feu ; il s'en élève perpétuellement une masse considérable de vapeurs ; il est placé de façon qu'il est échauffé par le feu même qui entretient la chaleur des chaudières, et il fournit aux fouloires de l'eau qui ne coûte rien, qui épargne le savon, et qui foule mieux que l'eau de rivière.
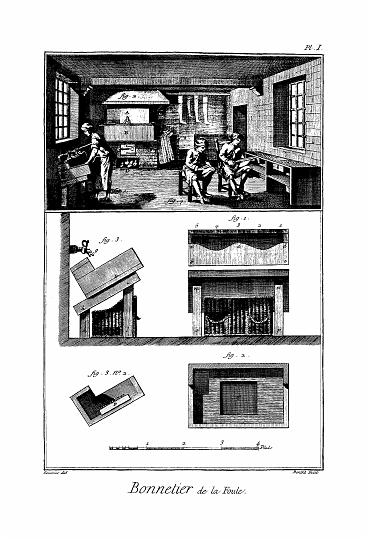
L'intérieur d'une fabrique, ouvriers qui drapent, tondent, foulent, etc.
Outils et ouvrages. Élévation géométrale de la fouloir, plan de la fouloir, son élévation latérale, sa coupe par le milieu.
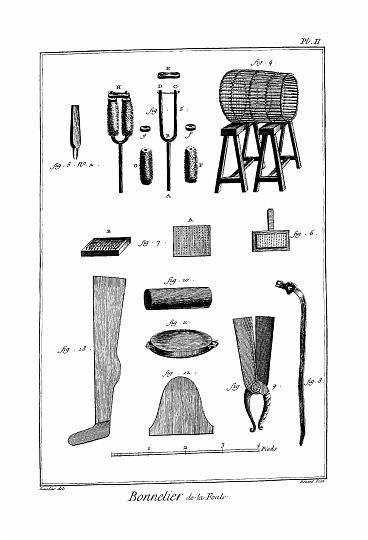
Suite des outils, comme bernaudoir, broche double, pincettes, ratissoire, etc.
La Draperie
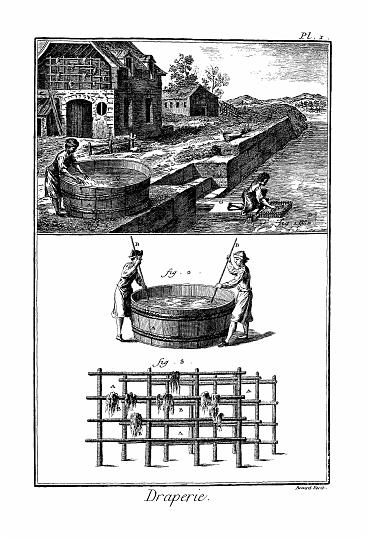
Lavage des laines, pilotage, étendage et outils
Triage des laines, battage, carder, et outils
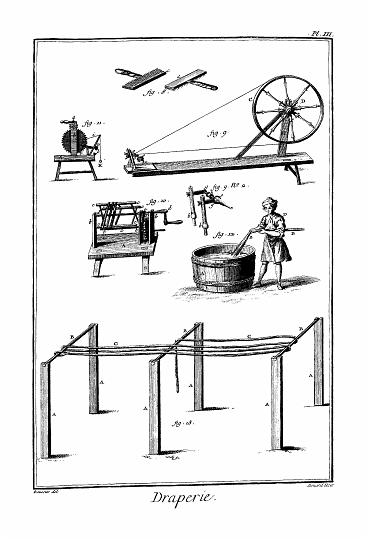
Travail aux petites cardes, filage et dévidage des laines, collage et étendage des chaînes, et outils.
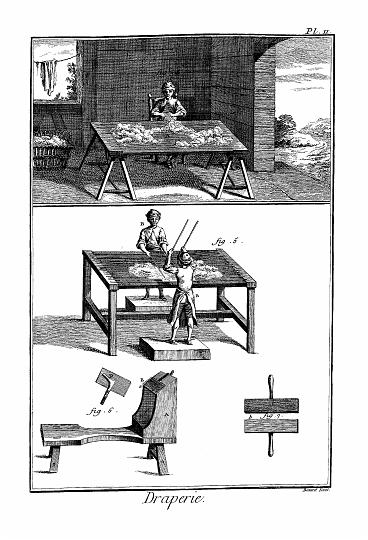
Métier du fabriquant avec ses détails. Navette anglaise et ses détails.
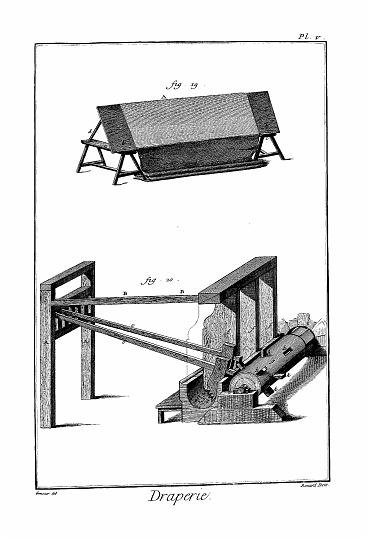
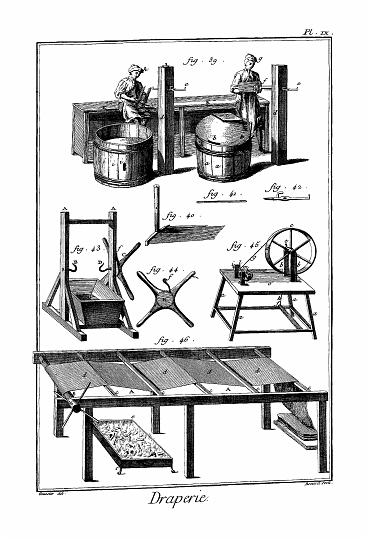
Vue en perspective du mécanisme d'un moulin à foulon traditionnel.
L'arbre à cames, entraîné par une roue hydraulique, fait retomber alternativement sur l'étoffe de lourdes piles de bois.
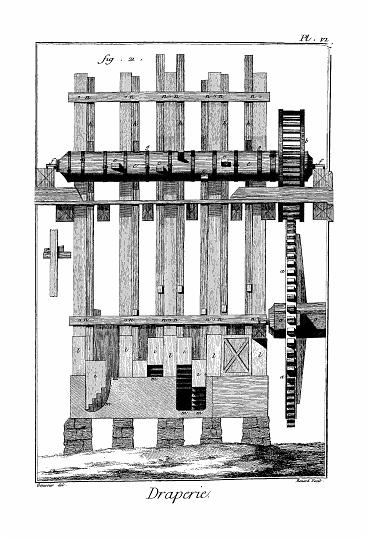
Moulin à foulon
Fouler des draps consistait en les dégraisser puis à les feutrer pour les rendre plus doux et plus souples.
Autrefois le foulonnage était réalisé dans des moulins à foulons, installés sur les rivières, le foulonnage exigeant une grande force motrice.
Pour cela, on plaçait l'étoffe dans une cuve remplie d'eau et de terre glaise (dégraissage), puis elle était frappée successivement par trois paires de pilons mus par la force hydraulique (foulage).
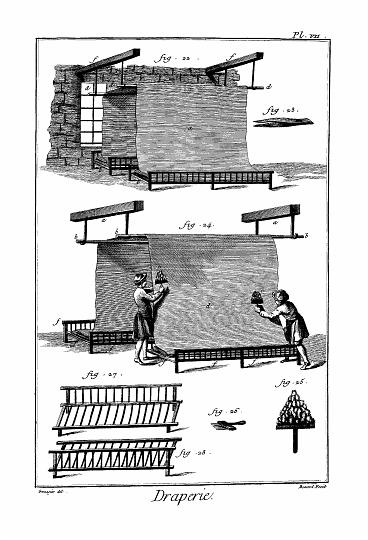
Épinçage des draps fins après le dégrais, et outils
Avec le lainage des draps fins (en bas à droite un peigne à carder avec des chardons à foulon, on appel cette opération le "draper").
Le draper
Pour draper, on a une broche double : cette broche double est une espèce de fourche de fer, telle qu'on la voit fig. 5. On a monté sur chaque fourchon, un chardon de ceux qu'on appelle chardon à bonnetier, drapier ou foulon ; ces chardons peuvent se mouvoir ou tourner sur les deux fourchons ; et y sont arrêtés par une planchette qui en est traversée, et une clavette qui les traverse. L'ouvrier prend la queue de cette broche ou fourche entre l'index et le doigt du milieu de sa droite ; place son ouvrage sur son genou gauche, qu'un petit marchepied tient élevé, et passe dessus les deux chardons, jusqu'à ce qu'il s'aperçoive qu'il s'est formé assez de duvet. Les chardons en roulant sur la marchandise, se chargent de bourre. Quand ils en ont trop, on a une carde telle qu'on la voit fig. 6. sur laquelle on les roule, ce qui s'appelle débourrer.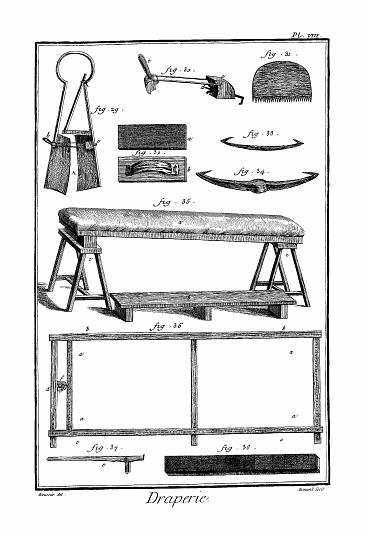
Tonte des draps, rame, brosse et tuile.
Travail du peigner des laines et outils.